





小谈船用气动绞车行业标准(2)
接上篇小谈船用气动绞车行业标准(1)
5.2.4、船用气动绞车可装有一个或者两个卷筒。卷筒卷绕两根钢丝绳时,卷筒应为隔离式。
5.2.5、卷筒长度应满足排绳角不大于2度。
5.2.6、卷筒的直径不应小于钢丝绳直径的18倍。
5.2.7、卷筒的凸缘边高出最外层卷绕钢丝绳部分的距离应不小于被卷钢丝绳直径的2.5倍。任何情况下留存在卷筒上的钢丝绳应不少于3圈。
5.2.8、船用气动绞车操纵手柄的运动方向应与吊钩或者起重设备的运动方向相适应,操纵手柄向人或向上表示起升重物,反之为重物下降,零位重物停止。
5.2.9、船用气动绞车应有防止因手柄转动而伤害操作人员的安全措施。
5.2.10、船用气动绞车应有手动升降装置。
5.2.11、气动绞车卷筒应配有保护罩。
5.3、气动绞车性能
5.3.1、气动绞车公称速度应不小于0.1m/s。
5.3.2、在1.5倍卷筒负载下,气动绞车应能正常运转至少2min。
5.3.3、气源被切断时,制动装置应能自动制动,制动后允许有一定的滑移,滑移量不大于0.1m/min。
5.3.4、船用气动绞车应具有应急停车制动功能,无气情况时应能手动释放上升,手动驱动时人员的驱动手柄力不大于80N。
5.3.5、船用气动绞车的支持负载(一般称制动负载)为1.5倍卷筒负载,卷筒制动装置应能承受绞车的支持负载,且制动后卷筒不应转动。
6、实验方法
6.1、外观
用目测方式检查绞车。结果应符合5.1的要求。
6.2、工称速度
启动被试绞车并对其施以卷筒负载,用转速表测量卷筒的转速,再将其折算成钢丝绳的公称速度。结果应符合5.3.1的要求。
6.3、超载
启动被试绞车在1.5倍的卷筒负载下运转,用秒表记录绞车运转时间。其结果应符合5.3.2的要求。
6.4、应急停车
6.4.1、启动被试绞车,使其正常运转1min后改变其正常运转环境(人为设置故障,例如:关闭气源,手柄复位等),观察被试船用气动绞车的运转状况。结果应符合5.3.3的要求。
6.4.2、启动被试绞车,使其正常运转1min后切断其动力源,观察被试绞车是否制动,在绞车制动情况下能否进行手动释放。结果应符合5.3.4的要求。
6.5、支持负载
刹紧被试气动绞车卷筒的刹车,以适当方式加载至1.5倍卷筒负载,历时2min,检查卷筒制动装置和卷筒转动情况。结果应符合5.3.5的要求。
7、检验规则
7.1、检验分类
船用气动绞车的检验分为型式检验和出厂检验。
7.2、型式检验
7.2.1、船用气动绞车有下列情况之一时,应进行型式检验:
a、新产品或老产品转产;
b、正式生产后,若结构、材料、工艺有较大改变,可能影响产品性能;
c、长期停产回复生产;
d、国家质量监督机构提出进行型式检验要求。
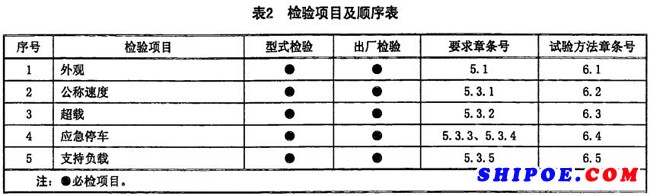
7.2.2、船用气动绞车的型式检验项目及顺序见表2
7.2.3、船用气动绞车的型式检验的样品数量为一台。
7.2.4、气动绞车全部检验项目符合要求,判为型式检验合格。若有不符合要求的项目,应加倍取样复验。若复验符合要求,扔判定绞车型式检验合格;若复验仍有不符合要求的项目,则判定气动绞车的型式检验不合格。
7.3、出厂检验
7.3.1、每台气动绞车均应进行出厂检验。
7.3.2、出厂检验项目及顺序见表2。
7.3.3、全部检验项目符合要求的绞车,判定出厂检验合格。若有不符合要求的项目,允许修复后进行复验。若复验符合要求,仍判定该台绞车出厂检验合格;若复验仍有不符合要求的项目,则判定该台气动绞车出厂检验不合格。
8、标志、包装、运输和贮存
a、产品名称;
b、产品型号;
c、出厂编号;
d、主要技术参数;
e、驱动方式;
f、质量;
g、检验印记;
h、制造日期;
i、制造厂名称。
8.2、船用气动绞车各零部件的包装应可靠,装箱应牢固。
8.3、气动绞车在运输过程中应固定并具有防腐蚀、防潮灯措施。
8.4、气动绞车应贮存在干燥通风处。
推荐阅读:小谈船用气动绞车行业标准(1)